by sebba » Fri Nov 01, 2024 3:29 pm
by sebba » Fri Nov 01, 2024 3:29 pm
Hello,
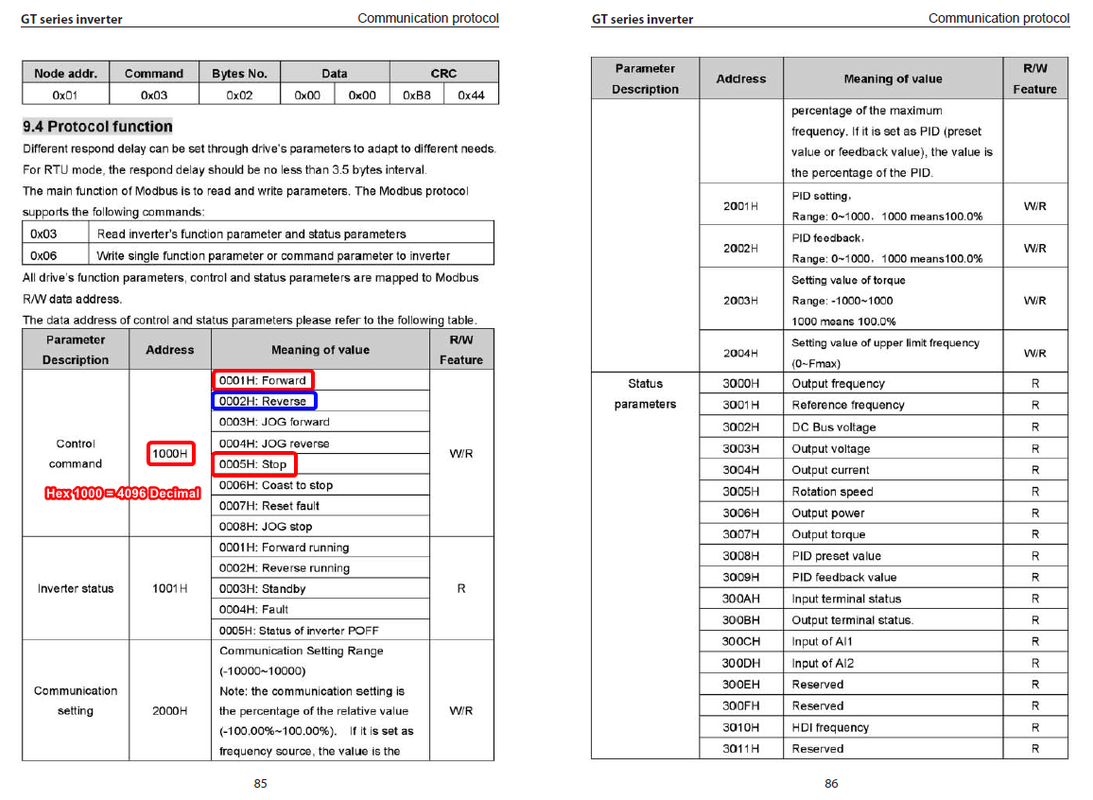
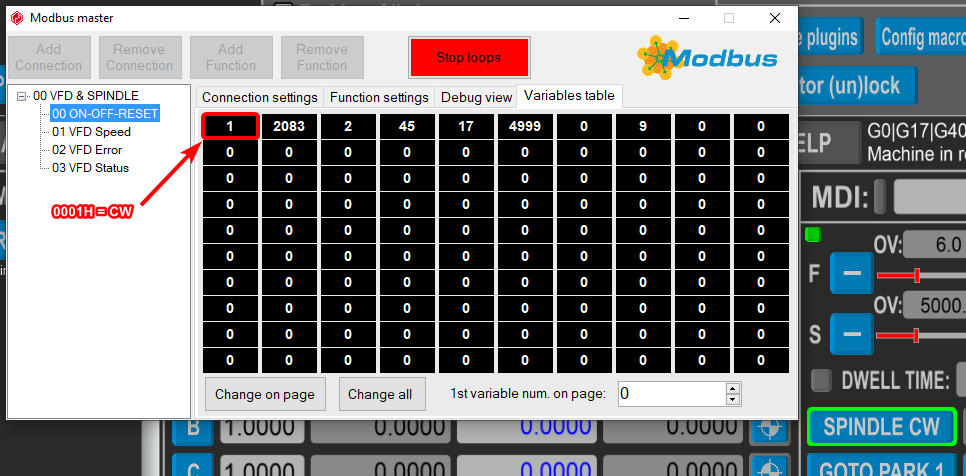
I want to implement the modbus control for my vfd, using your example and codes. So, thank you for sharing this.
So: UCCNC v1.2117 here, but tested also with v1.2113 with same issues. Fuling DZB200B VFD. Manual attached.
When I'm trying to add a "Write single register" function, I get it a red "Loop waiting" error when start loops.
The strange part: first MDI command after restart uccnc, like M3 S9000, start the spindle at 9000 but after that MDI become "unavailable", I mean I cannot type more commands, it is like frozen.
Also, UCCNC program itself become laggy. Buttons are working.
Clicking again on SPINDLE CW button turn the spindle off
What could be the reason to have this error for Write single register function?
Reading holding register functions are running ok, no issues.
Similar commands are running in Mach3, same addreses, same vfd, same computer, same usb adapter and no errors.
Any advice is welcome
Thank you,
Seb
- Attachments
-
 dzb200_series.pdf
dzb200_series.pdf- (1.06 MiB) Downloaded 31 times
███ - YQWQ