
Hello someone can help in find the Cheapest Breakout board with spindle encoder and index signal support for spindle synchronization. Doesn't matter if it is even chinese or few bucks, i'm searching for making tests, i can't spend hundred on something i might damaging or not use after testing.
I search on the internet but i can't find anyone below 100$, if you already know there are one let me know where i can buy it. The searching on web (ebay) is not easy for the encoder option, many sellers does not display nor write it.
Thanks in advance for help.
spindle encoder and index signal support for spindle synchro
7 posts
• Page 1 of 1
spindle encoder and index signal support for spindle synchro
![]() by droopy » Wed Feb 01, 2017 1:42 pm
by droopy » Wed Feb 01, 2017 1:42 pm
-

droopy - Posts: 3
- Joined: Wed Feb 01, 2017 1:29 pm
Re: spindle encoder and index signal support for spindle syn
![]() by cncdrive » Wed Feb 01, 2017 3:13 pm
by cncdrive » Wed Feb 01, 2017 3:13 pm
The absolutely cheapest way is to direct connect the encoder to the motion controller input pins.
If you will do this way then make sure to not run the encoder cables near high voltage cables.
And only install it this way if the cables can be shorter than 5meters.
You can get the 5V power for the encoder from the same powersupply you powering the UC300ETH which 5Volts is also available on the IDC26 ports 26. pin.
And make sure to not ground the encoder GND point at the encoder side to the machine frame.
If you want or have to use a breakout board for isolation then probably there will be no cheap solution, because to throughput encoder signals the BOB must have high speed optocouplers which are not cheap,
they are around 10 times more expensive than slow optocouplers which are used in the avarage BOBs.
And slow optocouplers on the inputs may not work for the encoder signals, especially not if the encoder count frequency will be high. (higher than the optos' cut frequency.)
If you will do this way then make sure to not run the encoder cables near high voltage cables.
And only install it this way if the cables can be shorter than 5meters.
You can get the 5V power for the encoder from the same powersupply you powering the UC300ETH which 5Volts is also available on the IDC26 ports 26. pin.
And make sure to not ground the encoder GND point at the encoder side to the machine frame.
If you want or have to use a breakout board for isolation then probably there will be no cheap solution, because to throughput encoder signals the BOB must have high speed optocouplers which are not cheap,
they are around 10 times more expensive than slow optocouplers which are used in the avarage BOBs.
And slow optocouplers on the inputs may not work for the encoder signals, especially not if the encoder count frequency will be high. (higher than the optos' cut frequency.)
- cncdrive
- Site Admin
- Posts: 4887
- Joined: Tue Aug 12, 2014 11:17 pm
Re: spindle encoder and index signal support for spindle syn
![]() by spumco » Thu Feb 02, 2017 1:37 am
by spumco » Thu Feb 02, 2017 1:37 am
Figure out what the signal speed is before you panic. If you don't already have a an encoder, a low resolution one will work fine.
Balazs seriously helped me out over the past couple of months and now my mill can do rigid peck tapping. I'm using a 100ppr encoder on the motor shaft and a cheap inductive limit switch for the index signal on the spindle shaft. You can have the encoder on the motor AND use gears or pulleys to the spindle, but you'll have to have the index directly on the spindle and change the encoder PPR in UCCNC to match the pulley ratio. If you need more help with this let me know.
For tapping you'll probably need a max of about 1000RPM. UCCNC counts both the leading and trailing edge of the encoder A/B signals, so a 100PPM A/B encoder will actually net you a 400-count signal, but the BOB will only need to be fast enough to manage 200PPR (100/each for A/B)
So...
1000RPM x 200CPR = 200k per minute.
200k/min = 3.3kHz
That is very slow for even a cheap opto on a cheap BOB. Assuming the inputs can take up to about 15kHz, you can run a 400PPR encoder up to 1000RPM before the input optos quit working well.
A C10 BOB from CNC4PC specifies 4MHz input speeds, and is $28US
Here's one with a spindle control and claimed high-speed optos:
http://www.automationtechnologiesinc.com/products-page/breakout-boards/cnc-6-axis-interface-breakout
Hope this helps.
-Spumco
Balazs seriously helped me out over the past couple of months and now my mill can do rigid peck tapping. I'm using a 100ppr encoder on the motor shaft and a cheap inductive limit switch for the index signal on the spindle shaft. You can have the encoder on the motor AND use gears or pulleys to the spindle, but you'll have to have the index directly on the spindle and change the encoder PPR in UCCNC to match the pulley ratio. If you need more help with this let me know.
For tapping you'll probably need a max of about 1000RPM. UCCNC counts both the leading and trailing edge of the encoder A/B signals, so a 100PPM A/B encoder will actually net you a 400-count signal, but the BOB will only need to be fast enough to manage 200PPR (100/each for A/B)
So...
1000RPM x 200CPR = 200k per minute.
200k/min = 3.3kHz
That is very slow for even a cheap opto on a cheap BOB. Assuming the inputs can take up to about 15kHz, you can run a 400PPR encoder up to 1000RPM before the input optos quit working well.
A C10 BOB from CNC4PC specifies 4MHz input speeds, and is $28US
Here's one with a spindle control and claimed high-speed optos:
http://www.automationtechnologiesinc.com/products-page/breakout-boards/cnc-6-axis-interface-breakout
Hope this helps.
-Spumco
- spumco
- Posts: 306
- Joined: Mon Oct 03, 2016 10:10 pm
Re: spindle encoder and index signal support for spindle syn
![]() by droopy » Fri Feb 03, 2017 1:21 pm
by droopy » Fri Feb 03, 2017 1:21 pm
Thank you very much, i find very useful, now i understand more what are possible issues i can encounter. I'm trying to put a control on my old lathe on the spindle for threading etc...
By searching on the web i find some videos with spindle with optical sensor that I understand it have to be pluged on a breakout board that can read it, its possible and less expensive? And with that breakout board?
Here
https://www.youtube.com/watch?v=D6FzmJ5vpgs
Here his threading example:
https://www.youtube.com/watch?v=MaH_Nlh4sxk&feature=youtu.be
Here a rotary optical sensor
https://www.youtube.com/watch?v=yY_4HwmZEaQ
Otherwise i will try with an encoder as you suggest.
By searching on the web i find some videos with spindle with optical sensor that I understand it have to be pluged on a breakout board that can read it, its possible and less expensive? And with that breakout board?
Here
https://www.youtube.com/watch?v=D6FzmJ5vpgs
Here his threading example:
https://www.youtube.com/watch?v=MaH_Nlh4sxk&feature=youtu.be
Here a rotary optical sensor
https://www.youtube.com/watch?v=yY_4HwmZEaQ
Otherwise i will try with an encoder as you suggest.
-
droopy - Posts: 3
- Joined: Wed Feb 01, 2017 1:29 pm
Re: spindle encoder and index signal support for spindle syn
![]() by cncdrive » Sat Feb 04, 2017 3:51 am
by cncdrive » Sat Feb 04, 2017 3:51 am
A breakout board is not an "intelligent" device.
A breakout board is nothing else than an interface between the external signals and the motion controller.
What a breakout board does is isolating signals and convert voltage levels.
What you should take care of when selecting a spindle index sensor and encoder and breakout board is:
Calculate your max. index signal frequency and encoder count frequency and compare it with the breakout board's cut frequency on the inputs.
The cut frequency should be higher than the frequency of your index signal and encoder frequency, otherwise pulses will be lost, not put through by the breakout board.
If you want to execute multi-pass threads then you must have 1 index pulse to happen per spindle revolution,
so make sure to install the index sensor with a 1:1 connection to your spindle and not behind a non 1:1 ratio gearing,
because if you will put it behind a non 1:1 gearing then you can only cut single pass threads and that is because the motion controller syncronises to the index signal when the thread passes start
and if there are more than one index signals happening per spindle revolution then the second and next passes may syncronise to a different spindle angle,
so the next passes will be not in syncron in angle to the previous passes.
A breakout board is nothing else than an interface between the external signals and the motion controller.
What a breakout board does is isolating signals and convert voltage levels.
What you should take care of when selecting a spindle index sensor and encoder and breakout board is:
Calculate your max. index signal frequency and encoder count frequency and compare it with the breakout board's cut frequency on the inputs.
The cut frequency should be higher than the frequency of your index signal and encoder frequency, otherwise pulses will be lost, not put through by the breakout board.
If you want to execute multi-pass threads then you must have 1 index pulse to happen per spindle revolution,
so make sure to install the index sensor with a 1:1 connection to your spindle and not behind a non 1:1 ratio gearing,
because if you will put it behind a non 1:1 gearing then you can only cut single pass threads and that is because the motion controller syncronises to the index signal when the thread passes start
and if there are more than one index signals happening per spindle revolution then the second and next passes may syncronise to a different spindle angle,
so the next passes will be not in syncron in angle to the previous passes.
- cncdrive
- Site Admin
- Posts: 4887
- Joined: Tue Aug 12, 2014 11:17 pm
Re: spindle encoder and index signal support for spindle syn
![]() by droopy » Sat Feb 04, 2017 6:32 pm
by droopy » Sat Feb 04, 2017 6:32 pm
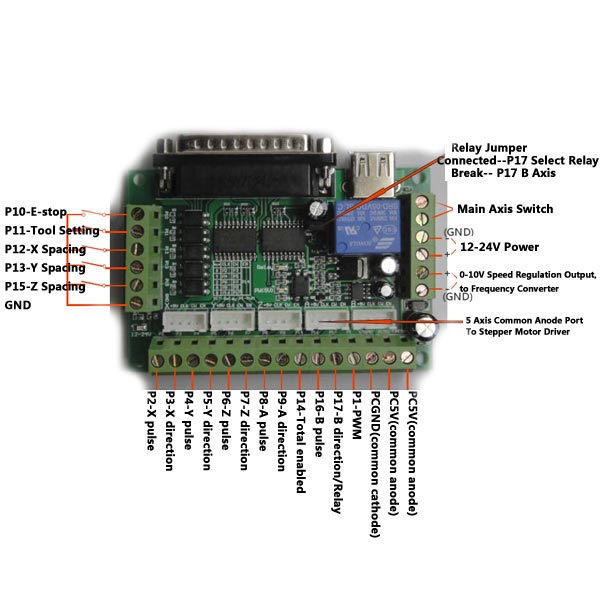
thanks, if I understand well, how do I know the frequency of the input of a BOB?
For example on the one suggested by "spumco" It says only high speed input.
http://www.automationtechnologiesinc.com/products-page/breakout-boards/cnc-6-axis-interface-breakout
or on this one ?
http://img.banggood.com/images/upload/2012/lidanpo/SKU062631aaaa.jpg
For example on the one suggested by "spumco" It says only high speed input.
http://www.automationtechnologiesinc.com/products-page/breakout-boards/cnc-6-axis-interface-breakout
or on this one ?
http://img.banggood.com/images/upload/2012/lidanpo/SKU062631aaaa.jpg
{kind=link}
-
droopy - Posts: 3
- Joined: Wed Feb 01, 2017 1:29 pm
Re: spindle encoder and index signal support for spindle syn
![]() by spumco » Sun Feb 05, 2017 5:43 am
by spumco » Sun Feb 05, 2017 5:43 am
If you open the instruction manual from the two boards I suggested the input frequencies are listed. The maximum input frequencies are specified pretty clearly and both of them are significantly faster than what you'd need for threading.
Remember - the board will NOT be advertised as having "encoder inputs" or anything like that. If you're searching for a BOB using "encoder" or other search terms, you probably aren't going to find anything. The encoder signals will be handled just like any other on/off input signal - like limit switches, or buttons, an so forth. You just need the board to accept inputs, at the voltage your power supply will produce (usually 5vdc, sometimes 12 or 24vdc) and the rest of your system uses.
If you're considering a particular breakout board, just check the specifications before you buy it. If there are no specifications listed or available I'd suggest avoiding it even if the price is very low.
My next question is - don't you already have a breakout board? If you have motion control on your lathe - i.e. steppers or servos moving the X&Z axis, then you already (probably) have a breakout board. If this is the case, then you just need three available input pins and your existing board should work fine.
If you don't already have motion control on your lathe, are you just trying to find a board to start a CNC project from scratch? Because just about any board will work with the encoder inputs because the speed you'll be threading will be very slow. Even if the board isn't fast enough to keep up at higher spindle speed, what do you care about accurate spindle speeds at 3000rpm?
If you want an A/B/Z encoder on your lathe to do threading, the cheapest way to do it is like this:
1. Buy one of those boards I mentioned, or another one with published specifications. Really, they're only $28! The input signal maximum frequency should be 100k or higher (which is pretty low, to be honest)
2. Buy an encoder with A/B/Z signals. Balazs has mentioned a company that has extremely inexpensive, yet high quality, encoders. Hopefully he can chime in with the specifics.
3. Attach a pulley to your lathe spindle, outboard side. You can buy aluminum timing pulleys cheaply, and since you have a lathe you can bore the pulley out for a tight fit on the spindle. Lock it in place with a set screw or similar.
4. Attach another (same size/tooth) pulley to your encoder. Mount the encoder on the lathe housing in back and in line with the spindle pulley and connect with a belt.
5. Use a toothed timing belt to eliminate slippage and to reduce the need for high belt tension.
6. Connect the encoder to the BOB; input pins are dependent on your BOB. Power it from your power supply, assuming the encoder your bought will accept whatever voltage your electronics/BOB are using. If your BOB accepts 5v inputs, buy a 5v encoder.
7. Configure up UCCNC such that the encoder and index signals match the pins on your BOB. You can turn the spindle by hand and watch the LED's on both the BOB and in UCCNC diagnostics light up appropriately.
Remember - the board will NOT be advertised as having "encoder inputs" or anything like that. If you're searching for a BOB using "encoder" or other search terms, you probably aren't going to find anything. The encoder signals will be handled just like any other on/off input signal - like limit switches, or buttons, an so forth. You just need the board to accept inputs, at the voltage your power supply will produce (usually 5vdc, sometimes 12 or 24vdc) and the rest of your system uses.
If you're considering a particular breakout board, just check the specifications before you buy it. If there are no specifications listed or available I'd suggest avoiding it even if the price is very low.
My next question is - don't you already have a breakout board? If you have motion control on your lathe - i.e. steppers or servos moving the X&Z axis, then you already (probably) have a breakout board. If this is the case, then you just need three available input pins and your existing board should work fine.
If you don't already have motion control on your lathe, are you just trying to find a board to start a CNC project from scratch? Because just about any board will work with the encoder inputs because the speed you'll be threading will be very slow. Even if the board isn't fast enough to keep up at higher spindle speed, what do you care about accurate spindle speeds at 3000rpm?
If you want an A/B/Z encoder on your lathe to do threading, the cheapest way to do it is like this:
1. Buy one of those boards I mentioned, or another one with published specifications. Really, they're only $28! The input signal maximum frequency should be 100k or higher (which is pretty low, to be honest)
2. Buy an encoder with A/B/Z signals. Balazs has mentioned a company that has extremely inexpensive, yet high quality, encoders. Hopefully he can chime in with the specifics.
3. Attach a pulley to your lathe spindle, outboard side. You can buy aluminum timing pulleys cheaply, and since you have a lathe you can bore the pulley out for a tight fit on the spindle. Lock it in place with a set screw or similar.
4. Attach another (same size/tooth) pulley to your encoder. Mount the encoder on the lathe housing in back and in line with the spindle pulley and connect with a belt.
5. Use a toothed timing belt to eliminate slippage and to reduce the need for high belt tension.
6. Connect the encoder to the BOB; input pins are dependent on your BOB. Power it from your power supply, assuming the encoder your bought will accept whatever voltage your electronics/BOB are using. If your BOB accepts 5v inputs, buy a 5v encoder.
7. Configure up UCCNC such that the encoder and index signals match the pins on your BOB. You can turn the spindle by hand and watch the LED's on both the BOB and in UCCNC diagnostics light up appropriately.
- spumco
- Posts: 306
- Joined: Mon Oct 03, 2016 10:10 pm
7 posts
• Page 1 of 1
Who is online
Users browsing this forum: No registered users and 24 guests